






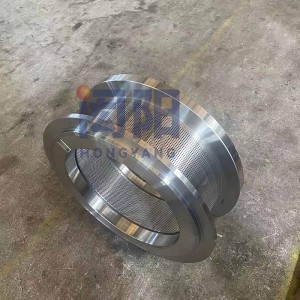
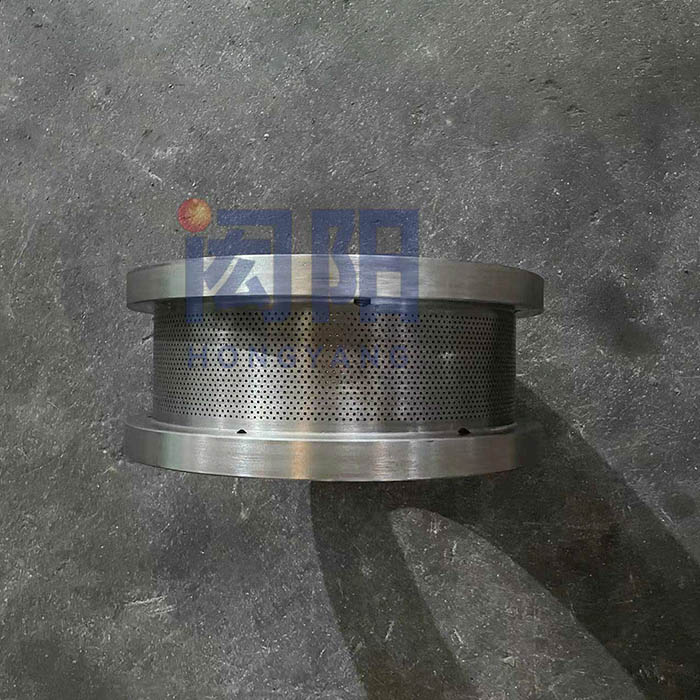
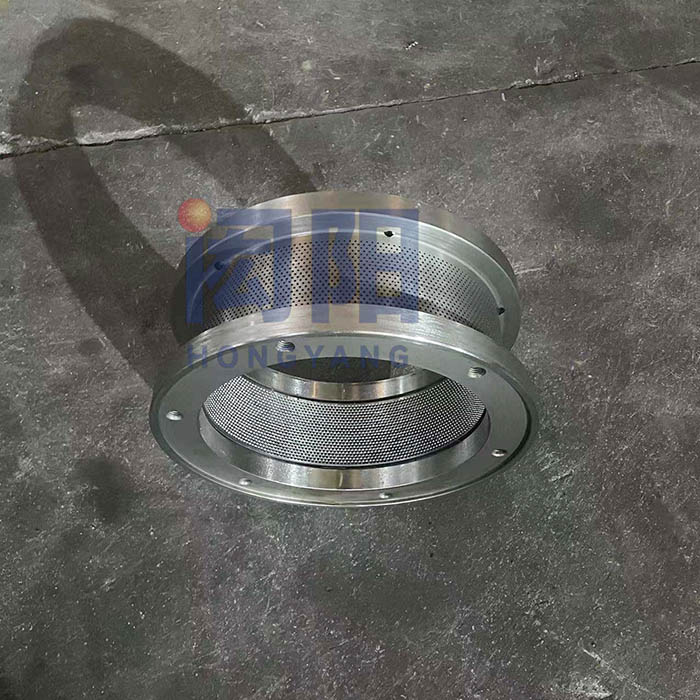
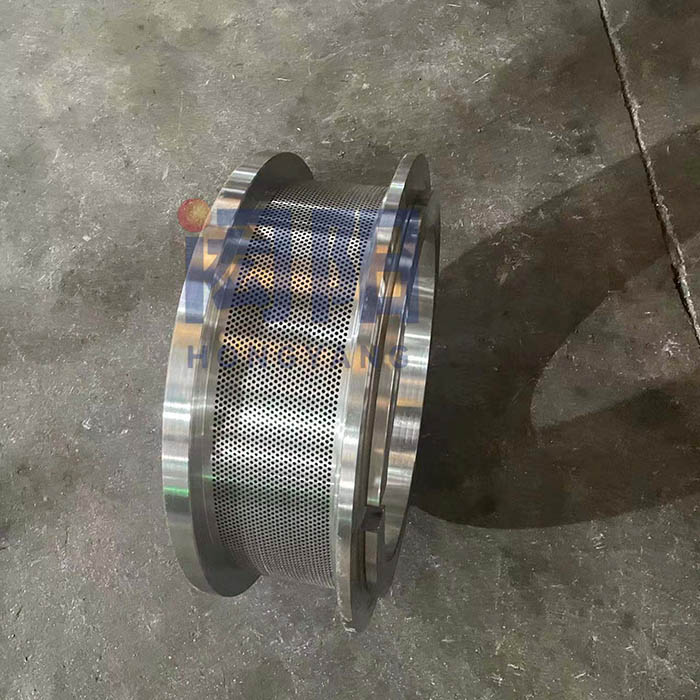
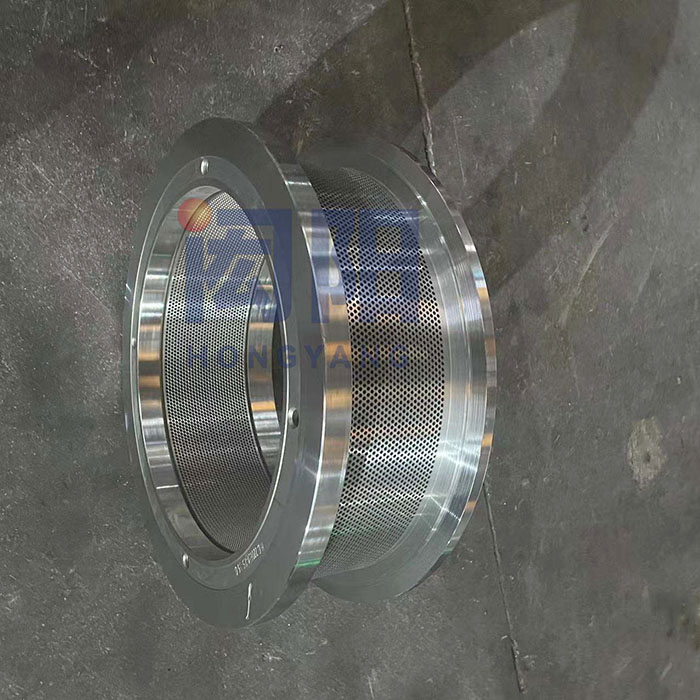
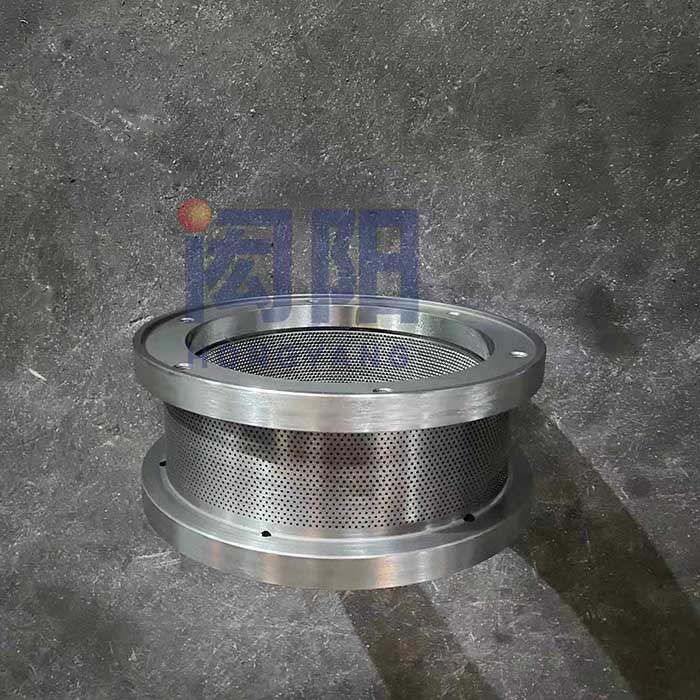
Feed Pellet Ring Die HUAMU HKJ 250
Mga Tampok ng Produkto
1. Pumili ng de-kalidad na mga billet na nililinis at inalis ang gas sa labas ng hurno.
2. Gumagamit ang molde ng imported na gun drill at multi-station group drill, ang butas ng molde ay nabubuo nang sabay-sabay, mataas ang tapusin, maganda ang hitsura ng ginawang feed, mataas ang output, maayos ang paglabas ng materyal, at maayos ang pagkabuo ng mga particle.
3. Ginagamit ng molde ang pinagsamang proseso ng pagproseso ng American vacuum furnace at continuous quenching furnace, na mayroong pare-parehong quenching, mahusay na surface finish at mataas na tigas, na tinitiyak ang dobleng tagal ng serbisyo.
Pagpapakita ng Produkto
Mula noong 2006, ang aming kumpanya ay nakatuon sa produksyon ng mga propesyonal na pabrika ng kemikal para sa mga ring die. Ang mga die na ginawa ay angkop para sa manok, pato, isda, hipon, mga wood chips, mga composite na materyales, atbp., at ngayon ay nasa isang ganap na yugto ng teknolohiya. Ang aming kumpanya ay gumagamit ng CNC five-axis tire mold gun drill machine, four-head gun drill, CNC ring mold chamfering machine.
Ang mga pangunahing modelo ng ring dies na ginagawa ng kumpanya ay: 200-600; lahat ng uri ng dies mula sa Zhengchang, Muyang, Shende at CPM ay maaaring umorder.

Paglutas ng mga Bara
Kung ang ring die ay nabara habang gumagawa ng pellet, kailangan itong alisin sa makina at linisin.
1. Ang pinakakaraniwang paraan ay ang paggamit ng electric drill upang barahin ang feed sa butas ng die.
2. Kung ang diyametro ng nakabara na ring die ay mas mababa sa 2.5mm, maaaring ilagay ang ring die sa tubig at painitin. Ang materyal sa loob ng butas ng hulmahan ay unti-unting lalawak at lalabas sa butas ng hulmahan sa mas mahabang oras ng pagpapakulo, kaya't ang materyal sa loob ng butas ay magiging maluwag. Pagkatapos ng 1 o 2 araw na pagluluto, kayurin ang materyal na nakausli, pagkatapos ay ilagay ang ring die sa granulator para sa paggiling, at idiin palabas ang natitirang materyal sa butas.
3. Maaari ring gamitin ang small aperture ring die clogging upang lutuin ang die gamit ang mainit na mantika, upang ang materyal sa butas ng die sa high-temperature coke ay lumiit, at pagkatapos ay malinis. Espesipikong kasanayan: gumawa ng metal basin na mas malaki kaysa sa ring die, ilagay ang ring die dito, lagyan ng No.15 oil at ilubog ito sa ibabaw ng die; painitin ang mantika nang humigit-kumulang 6-8 oras, hanggang sa madalang na bumula ang mantika.







-
MGA KAGANAPAN
-
Kategorya ng Produkto
-
Makipag-ugnayan sa Amin
-
 Telepono: +86 18851202909
Telepono: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu Province, China
NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu Province, China -
 I-email: hy.ringdie@outlook.com
I-email: hy.ringdie@outlook.com
-
-
Social Media






Mga Mainit na Produkto - Mapa ng Site - AMP Mobile
Pellet Ring Die, Makinang Pellet Ring Die, singsing na mamatay, Pellet Mill Ring Die, Pellet Die, Feed Pellet Ring Die,